Tommy Roche milks 134 cows in Castleisland, Co Kerry. In his yard, he has a slurry tank, which collects slurry from some cubicle sheds and the collection yard, as well as dairy parlour washings.
The tank only had the capacity for 10 days of slurry, which meant that Tommy had to use an agitator to pump slurry from this tank to an outdoor lagoon. “It could be 6pm on a Saturday when I would be just finished milking that I’d have to put on the agitator and pump slurry from the tank to the outdoor lagoon. This was taking up a good portion of my time every week and it was a safety issue because I was on my own opening and closing the manhole cover to let down the agitator,” Tommy explains.
One day, while reading the Irish Farmers Journal, he came across a novel diaphragm slurry pump, which was entered into the Innovation Awards at the National Ploughing Championships.
Tommy took a trip to the Ploughing to see the pump and spoke to John O’Brien, the designer of the system. After listening to John explain how the system worked, Tommy agreed to trial it on his farm to see if it could replace the need to use an agitator. I called John last week to find out how the system works.
John runs his own engineering and mechanical business at Ahakeera, Dunmanway, Co Cork. The pump he designed can be driven by an electric or hydraulic power pack or integrated into the on-farm hydraulic slurry scraper system.
John is a self-employed milking machine technician, who installs and services dairy and other farm equipment, including automatic slurry scrapers. He designed the pump first to move slurry from an underground holding tank or to an overground tank.
John says: “It can save a farmer an hour a week compared with pumping slurry themselves.” So far, after some initial modifications, the system is working well and Tommy is happy with the results. Tommy says he had minor issues with blockages at the start of the trial but, with changes made, it is working fine now. If he gets a blockage, he dismantles the system from the hydraulic pipes and lifts the pumps out with the front loader of the tractor.
Picture one

The pump works off a hydraulic power pack, the exact same type of system that is used to power hydraulic scrapers in cubicle sheds. The hydraulic power pack is driven by a low consumption electric motor and the whole system is controlled by an electronic control panel, which the farmer can easily set to operate on both manual and auto functions.
The auto function can be set to operate at various hourly intervals during the day and night. Tommy has set the system to work for two hours during the night to benefit from night-rate electricity.
Picture two

Inside the large steel pipe, there is a hydraulic-driven ram. The power pack drives this hydraulic ram at one stroke every 15 seconds. The ram never comes in contact with slurry because it is above ground. It is connected to a galvanised box iron which is attached to the piston at the base of the slurry tank. The steel pipe that houses the ram makes the unit safer because, if it wasn’t there, the exposed working ram could pose a safety hazard.
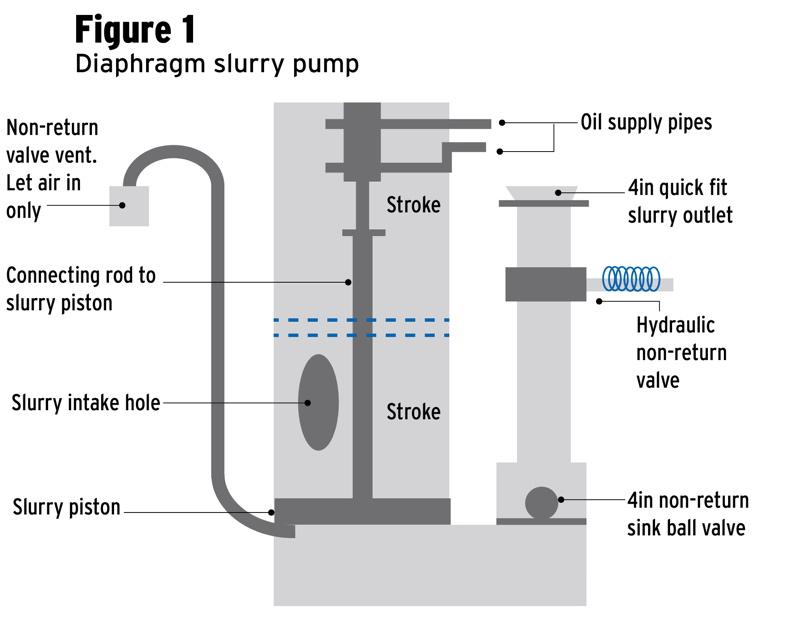
Figure 1 shows the piston at the base of the slurry tank. As the ram moves downwards, it pushes all air and slurry out of the piston. When it goes back up again, a vacuum in the piston is created, which draws the slurry into the pipe. As the hydraulic pump goes down again, the slurry is pushed on to the outlet pipe and a non-return sink ball valve stops the slurry from leaving the pipe from where it came from originally.
There is also a hydraulic non-return valve that can be used as back-up for the sink ball valve. This is similar to the back-end hydraulic opening of a slurry tank.
A T-joint from the hydraulics opens the valve as the ram pushes the piston downwards and, when the pressure stops, a spring-loaded bar closes the valve again.
Pictures three and four
 The small pipe pictured is the vent non-return valve, which allows air down to the piston. This enables the piston to move back upwards after it goes down. The slurry is pumped to the 6in diameter outlet pipe. John says the pump has no problem moving slurry to big heights once it is not too far away.
The small pipe pictured is the vent non-return valve, which allows air down to the piston. This enables the piston to move back upwards after it goes down. The slurry is pumped to the 6in diameter outlet pipe. John says the pump has no problem moving slurry to big heights once it is not too far away.
In picture four (below), we see the pipe connected to an outlet pipe and the slurry flows via gravity to the outdoor lagoon.

Picture five

Here, we see the slurry leaving the outlet pipe and entering the outdoor lagoon (which is secure) 200 yards away from the slurry tank. Currently, the pump is moving 360 gallons of slurry per hour, but John says this can be increased if he improves seals where watery slurry may be escaping during pumping.
Cost
Tommy’s unit cost €4,500, plus VAT. This included the pumping unit and the hydraulic power pack. John says the unit can be connected to an existing power unit used for automatic scrapers. If an existing power unit is in place, the pump system costs approximately €3,000, plus vat. He is still in the early stages of development and is continuing to look at costs before he can fully decide on a price. He has entered into an agreement with Tom Sheehan Manufacturing to manufacture more pumps as orders come in.
Key points
Diaphragm slurry pump automatically moving slurry from a holding tank to an outdoor lagoon.Saves the farmer time compared with pumping using a tractor and agitator weekly.Has benefits in terms of safety.
Tommy Roche milks 134 cows in Castleisland, Co Kerry. In his yard, he has a slurry tank, which collects slurry from some cubicle sheds and the collection yard, as well as dairy parlour washings.
The tank only had the capacity for 10 days of slurry, which meant that Tommy had to use an agitator to pump slurry from this tank to an outdoor lagoon. “It could be 6pm on a Saturday when I would be just finished milking that I’d have to put on the agitator and pump slurry from the tank to the outdoor lagoon. This was taking up a good portion of my time every week and it was a safety issue because I was on my own opening and closing the manhole cover to let down the agitator,” Tommy explains.
One day, while reading the Irish Farmers Journal, he came across a novel diaphragm slurry pump, which was entered into the Innovation Awards at the National Ploughing Championships.
Tommy took a trip to the Ploughing to see the pump and spoke to John O’Brien, the designer of the system. After listening to John explain how the system worked, Tommy agreed to trial it on his farm to see if it could replace the need to use an agitator. I called John last week to find out how the system works.
John runs his own engineering and mechanical business at Ahakeera, Dunmanway, Co Cork. The pump he designed can be driven by an electric or hydraulic power pack or integrated into the on-farm hydraulic slurry scraper system.
John is a self-employed milking machine technician, who installs and services dairy and other farm equipment, including automatic slurry scrapers. He designed the pump first to move slurry from an underground holding tank or to an overground tank.
John says: “It can save a farmer an hour a week compared with pumping slurry themselves.” So far, after some initial modifications, the system is working well and Tommy is happy with the results. Tommy says he had minor issues with blockages at the start of the trial but, with changes made, it is working fine now. If he gets a blockage, he dismantles the system from the hydraulic pipes and lifts the pumps out with the front loader of the tractor.
Picture one
The pump works off a hydraulic power pack, the exact same type of system that is used to power hydraulic scrapers in cubicle sheds. The hydraulic power pack is driven by a low consumption electric motor and the whole system is controlled by an electronic control panel, which the farmer can easily set to operate on both manual and auto functions.
The auto function can be set to operate at various hourly intervals during the day and night. Tommy has set the system to work for two hours during the night to benefit from night-rate electricity.
Picture two
Inside the large steel pipe, there is a hydraulic-driven ram. The power pack drives this hydraulic ram at one stroke every 15 seconds. The ram never comes in contact with slurry because it is above ground. It is connected to a galvanised box iron which is attached to the piston at the base of the slurry tank. The steel pipe that houses the ram makes the unit safer because, if it wasn’t there, the exposed working ram could pose a safety hazard.
Figure 1 shows the piston at the base of the slurry tank. As the ram moves downwards, it pushes all air and slurry out of the piston. When it goes back up again, a vacuum in the piston is created, which draws the slurry into the pipe. As the hydraulic pump goes down again, the slurry is pushed on to the outlet pipe and a non-return sink ball valve stops the slurry from leaving the pipe from where it came from originally.
There is also a hydraulic non-return valve that can be used as back-up for the sink ball valve. This is similar to the back-end hydraulic opening of a slurry tank.
A T-joint from the hydraulics opens the valve as the ram pushes the piston downwards and, when the pressure stops, a spring-loaded bar closes the valve again.
Pictures three and four
The small pipe pictured is the vent non-return valve, which allows air down to the piston. This enables the piston to move back upwards after it goes down. The slurry is pumped to the 6in diameter outlet pipe. John says the pump has no problem moving slurry to big heights once it is not too far away.
In picture four (below), we see the pipe connected to an outlet pipe and the slurry flows via gravity to the outdoor lagoon.
Picture five
Here, we see the slurry leaving the outlet pipe and entering the outdoor lagoon (which is secure) 200 yards away from the slurry tank. Currently, the pump is moving 360 gallons of slurry per hour, but John says this can be increased if he improves seals where watery slurry may be escaping during pumping.
Cost
Tommy’s unit cost €4,500, plus VAT. This included the pumping unit and the hydraulic power pack. John says the unit can be connected to an existing power unit used for automatic scrapers. If an existing power unit is in place, the pump system costs approximately €3,000, plus vat. He is still in the early stages of development and is continuing to look at costs before he can fully decide on a price. He has entered into an agreement with Tom Sheehan Manufacturing to manufacture more pumps as orders come in.
Key points
Diaphragm slurry pump automatically moving slurry from a holding tank to an outdoor lagoon.Saves the farmer time compared with pumping using a tractor and agitator weekly.Has benefits in terms of safety. 




 This is a subscriber-only article
This is a subscriber-only article










SHARING OPTIONS: